Alimentation directe de process

Comment améliorer la manutention dans une usine de production de produits injectables ?
En 2019, une grande entreprise pharmaceutique a pris contact avec Visval pour évaluer la pertinence de la SoliValve® pour décharger et doser des produits en vrac à partir de big bags. Les exigences de l'application étaient strictes, car le moyen d'alimentation du processus passe par un disperseur solide/liquide et le produit final intraveineux exige une hygiène extrême.
Genèse du projet :
La validation et le zonage dans l'industrie pharmaceutique exigent que les matières premières soient manipulées plusieurs fois, dans diverses zones de l'usine, à des fins différentes. Depuis la réception des matières premières dans l'entrepôt, la quarantaine, l'échantillonnage, le pesage et le transfert dans les différentes zones de l'usine, il est fréquent que chaque sac soit transporté quatre fois ou plus. Du point de vue des ressources humaines, ces tâches manuelles représentent un fardeau pour les employés. Elles génèrent de l'absentéisme, du mécontentement au travail, des rotations et, dans certains cas, des blessures et des poursuites judiciaires. Dans une perspective Lean, le mouvement et le transport font partie des 7 déchets mortels. Ce n'est pas non plus une bonne utilisation de la main-d'œuvre disponible, car il s'agit de tâches fastidieuses et non productives. Du point de vue de la qualité, déchirer et basculer des sacs de matériaux de 25 kg par le trou d'homme du réservoir de dissolution est lent et "démodé". Cela génère également beaucoup de poussière et comporte des risques microbiologiques en raison du "transfert ouvert". Comme la validation du processus exige d'attendre que toutes les matières aient été transférées dans la cuve pour démarrer le temps de mélange, la vitesse (et donc la pression exercée sur l'opérateur pour qu'il exécute la tâche) d'introduction des matières dans la cuve a un impact direct sur la productivité de la ligne. De plus, comme le matériau est déversé manuellement par le trou d'homme, c'est à la fin du processus de mélange, lors de la vérification de la concentration, que l'assurance qualité validera que la quantité requise de matériau a été correctement transférée dans la cuve. Enfin, les ingrédients de qualité pharmaceutique livrés dans des sacs de 25 kg imposent un emballage complexe combinant des couches de papier et de polyéthylène pour protéger la poudre des UV et de l'humidité. Cela rend les tâches de recyclage fastidieuses, car il faut trier les différents matériaux avant de les recycler. La production respectueuse de l'environnement est aujourd'hui également un moteur pour les projets. La réduction de la quantité de déchets produits annuellement par cette entreprise était un élément clé ainsi qu'un gain financier dans la justification globale du projet.
Qualification de la technologie :
Dès le début du projet, le client a opté pour le big bag. Facile à manipuler, facile à tracer, un seul emballage - un seul échantillon pour l'assurance qualité, pas de manipulation manuelle, de déchirement, de déversement ou de transfert, un contenu énergétique résiduel élevé lorsqu'il est envoyé au recyclage, ce type d'emballage présente un grand nombre d'avantages. La principale question était de savoir quelle technologie utiliser pour décharger le big bag.
Un grand nombre d'entreprises proposent un accès au goulot de vidange par une boîte à gants afin de protéger l'opérateur et l'environnement et de s'assurer que le produit est exempt de contaminants. Cette solution nécessite une main-d'œuvre importante, avec un temps considérable pendant lequel aucune poudre ne s'écoule alors que le système est entièrement occupé. Cela a un impact négatif sur le temps TAKT de l'ensemble du cycle de traitement. Des systèmes plus simples peuvent améliorer le temps TAKT, mais cela nuirait au confinement global de l'installation et à la protection du produit. À ce moment, le big bag étant relié d'une manière ou d'une autre au processus, aucun dosage n'a encore été effectué. Un dispositif de dosage devrait être sélectionné pour répondre aux exigences de débit et de précision.
C'est au cours de la phase de conception du projet que la technologie SoliValve® a été présentée à l'équipe de projet par le partenaire local de Visval.
Elle a immédiatement suscité l'intérêt du client, car la SoliValve® présentait la double fonction de décharge confinée (réduisant ainsi le risque de contamination microbienne) des big bags et de dosage direct.
Deux big bags de produits ont été envoyés au laboratoire d'essai de Visval pour vérifier les débits et la précision. Les premiers tests étant conformes aux exigences, le client a pris l'avion pour assister à la démonstration et en savoir plus sur la technologie.
La chance a voulu que les SoliValves® aient déjà été associées à un disperseur en ligne dans une autre industrie. La configuration du système, les interfaces et le mode de fonctionnement ont déjà été appréhendés, de même que les points à surveiller pour garantir une installation fiable et une interface maitrisée entre les différents systèmes.
Impact de la SoliValve® sur le Total Cost of Ownership :
Le Total Cost of Ownership est un marqueur critique pour les organisations et s'avère être un critère de choix pour les chefs de projet parmi d'autres.
Pour ce projet, le client a basé la sélection des différents éléments composant l'ensemble du projet sur la disponibilité de l'équipement (à produire). Les étapes du processus étant très longues, il était important que les débits de vidange soient élevés et que le cycle de nettoyage soit aussi court que possible afin que l'équipement puisse être rapidement disponible pour la production.
La SoliValve® fait partie de l'équipement "sec". Le disperseur en ligne fait partie de l'équipement "humide". Le court tuyau qui relie la SoliValve® au disperseur est remplacé quotidiennement ou lors de l'introduction d'un nouveau type de poudre. La SoliValve® est nettoyée et séchée sur place (lors d'un changement de matériau ou de manière hebdomadaire), les fluides de nettoyage étant acheminés par le disperseur en ligne, ce qui laisse la pièce sèche en permanence.
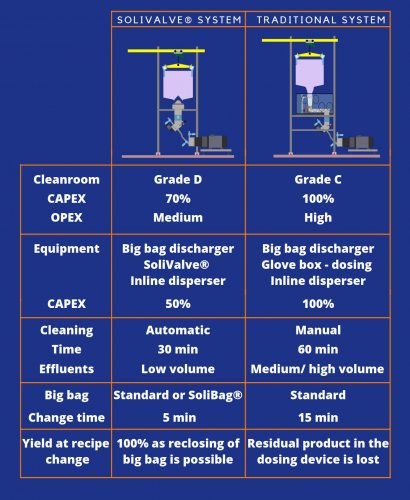
Le fait que la SoliValve® soit un système de décharge de big bags fermé, ainsi que sa capacité à être nettoyée et séchée sur place, a permis au client de l'intégrer dans une salle blanche de classe D. Avec une autre technologie de déchargement de big bag où la manche du big bag serait ouverte avant le transfert du matériau, le nettoyage par voie humide en place et le séchage en place de l'enceinte où le big bag est ouvert auraient imposé une salle blanche de classe C. Sans parler des coûts de nettoyage et de séchage de l'enceinte de déchargement du big bag, la construction d'une salle de classe C au lieu d'une salle de classe D représente un investissement supplémentaire de 50 à 60 %. Les coûts d'exploitation sont également beaucoup plus élevés.
Le transfert pneumatique des ingrédients secs a également été envisagé, mais en raison de l'impossibilité de nettoyer et de sécher en toute sécurité les sections de tuyaux de transport, le client a abandonné cette technologie.
Un isolateur de boîte à gants pour assurer le confinement et la protection du produit était une alternative à la SoliValve®. Mais en plus de nécessiter une salle blanche de classe C comme expliqué ci-dessus, cette technologie alternative était beaucoup plus exigeante en termes de manipulation manuelle, de nettoyage, d'occupation de l'espace et aurait toujours nécessité une sorte de système de dosage pour alimenter le processus. En conséquence, la boîte à gants aurait coûté à elle seule près de deux fois le prix de la SoliValve®, du système de manutention des big bags et du disperseur en ligne. La décision de choisir la SoliValve® et ses périphériques a donc été facile à prendre pour des raisons d'économies et d'avantages non techniques.
Mise en œuvre du système :
Après la commande et la construction des différents composants du système, un module complet a été érigé pour un FAT avec de la poudre complet, y compris le CIP. Il a également été utilisé pour le débogage du logiciel : en raison des normes de l'entreprise, le logiciel SoliValve® a dû être converti de Siemens à Rockwell/Allen Bradley.
L'équipement a ensuite été démonté et expédié sur le site pour être monté et raccordé au processus. Le SAT s'est déroulé en présence des membres de l'équipe, mais la survenue de la COVID-19 a contraint l'entreprise à mettre en place un modem, TeamViewer et des systèmes Vidéo pour poursuivre les phases de mise en service du projet, à distance, jusqu'aux premiers lots de production commerciale.
Conclusion:
Ce projet a été réalisé dans des délais très courts et a été perturbé par l'interdiction de voyager imposée par la COVID-19. Cela a obligé l'équipe du projet à faire preuve de créativité afin de mettre en service l'équipement à temps pour les lots de validation, la pré-production et les lots commerciaux. Le système atteint les objectifs fixés :
- Précision et vitesse de dosage répétables pour assurer une distribution rapide des solides dans le flux de liquide.
- Décharge et dosage directs à partir du big bag
- Refermeture du big bag une fois que le poids requis a été dosé
- Poussière confinée pour réduire le risque microbien et assurer un bon entretien de la salle de distribution
- Assainissement en place de l'équipement avec de l'eau chaude à 80°C
Comme cette société s'efforce de partager les améliorations technologiques entre les usines, SoliValve® a été choisi par une usine sœur pour un projet à plus grande échelle, toujours pour la production de solutions IV. Pour ce projet, le système SoliValve® était en concurrence avec des GRV rigides.