Direct dispensing to process vessel

How to improve material handling in an injectable production plant?
In 2019, a major pharmaceutical company made contact with Visval to evaluate the suitability of the SoliValve® to discharge and dose bulk material from big bags. Application requirements were stringent as the infeed mean to the process is via a solid/liquid disperser and intravenous end product requires extreme hygiene.
Genesis of the project:
Validation and zoning in pharmaceutical industry require that raw materials are handled several times, in various areas in the factory, for different purposes. From receiving raw material in the warehouse, quarantine, sampling, weighing and transferring it through the different zones inside the factory, it is quite frequent that every single bag is carried 4 or more times. From a human resources perspective, these manual tasks are a burden on the employees. It generates absenteeism, unhappiness at work, turnover and in some cases injuries and lawsuits. From a Lean perspective, motion & transportation are part of the 7 deadly wastes. It is also not a good use of available manpower as these are tedious and non-productive tasks. From a quality stand point, ripping and tipping 25 kg sacks of material through the manhole of the dissolution tank is slow and “old fashion”. It also generates a lot of dust and carries microbiological risks because of "open transfer". As process validation requires to wait until all materials have been transferred in the tank to start the clock on the mixing time, the speed (therefore the pressure on the operator to execute the task) to feed the material in the tank has a direct impact on the productivity of the line. Moreover, as material is manually tipped through the manhole, it is at the end of the mixing process, when checking concentration, that quality assurance will validate that the required amount of material has been correctly transferred in the tank. Finally, pharmaceutical grade ingredients delivered in 25 kg bags imposes complex packaging combining paper and polyethylene layers to protect the powder from UV/moisture. This renders recycling tasks tedious to sort out the various materials prior to recycling. Environmentally conscious production is nowadays also a driver for projects. Reducing the amount of waste that this company produces yearly was a key element as well as a financial gain in the overall project justification.
Qualification of the technology:
Big bag was the prime choice of the customer from the inception of the project. Easy to handle, easy to trace, one packaging – one sample for QA, no manual handling, ripping, tipping or transfer, high residual energy content when sent to recycling, this type of packaging carries a significant number of benefits. The main question was which technology to use to discharge the big bag.
A large number of companies are proposing glove box access to the spout in order to protect the operator, the environment and ensuring that product is exempt of contaminant. This solution is labor intensive with a significant amount of time where no powder flows but system is fully occupied. This negatively affects the TAKT time of the overall process cycle. Simpler systems may better the TAKT time but this would be detrimental to the overall containment of the installation and the protection of the product. And still at that time, the big bag being connected one way or another to the process, no dosing has been made. A dosing device had to be selected to meet both flow rate and accuracy requirements.
It is during the design phase of the project that SoliValve® technology was introduced to the project team by the local partner of Visval.
It immediately sparked the interest of the customer as the SoliValve® was presented with the dual function of contained discharge (therefore reducing the microbial contamination risk) of big bags and direct dosing.
Two big bags of products were sent to Visval Test Lab to verify flow rates and accuracy. As initial tests were within the requisites, client flew over to witness the demonstration and learn more about the technology.
It was fortuitous that SoliValves® had already been combined with an inline disperser in another industry. System configuration, interfaces and operating mode were already apprehended as well as areas to watch out to ensure reliable set up and smooth handshake between the various systems.
Impact of the SoliValve® on the Total Cost of Ownership:
Total Cost of Ownership is a critical marker for organizations and this turns out to be a ranking criteria for Project Managers alongside many others.
For this project, the customer based the selection of the various elements composing the entire project on the equipment availability(to produce). The process steps being very long, it was important that discharge rates were high and cleaning cycle would be as short as possible such that the equipment could rapidly be accessible for production.
The SoliValve® forms part of the “dry” equipment. The inline disperser forms part of the “wet” equipment. The short pipe that links the SoliValve® to the disperser is replaced daily or when introducing a new type of powder. The SoliValve® is cleaned and dried in place (on change of material or on a weekly routine), feeding cleaning fluids through the inline disperser, leaving the room dry at all times.
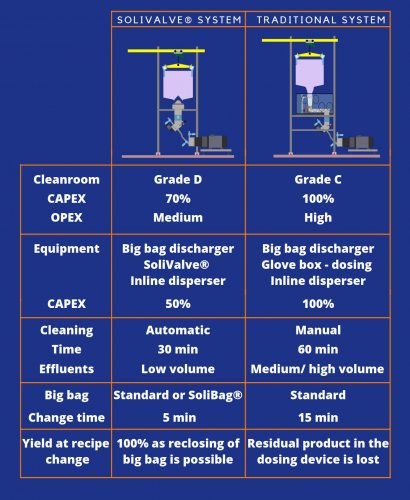
The fact that the SoliValve® is an enclosed big bag discharging system together with its ability to be cleaned and dried in place allowed the customer to incorporate it in a Grade D Clean Room. With another big bag discharging technology where the big bag spout would be opened prior to transferring the material, Wet Clean In Place and Dry In Place of the enclosure where the big bag is opened would have imposed Grade C Clean Room. Let alone the cleaning & drying costs of the big bag discharge enclosure, there is an investment premium of 50% to 60% to construct a Class C in lieu of a Class D room. Running costs are also significantly higher.
Pneumatic transfer of the dry ingredients was envisioned too, but because of the inability to safely wet clean & dry the conveying pipe sections, customer discarded this technology.
Glove box isolator to ensure containment and protection of the product was an alternative to the SoliValve®. But in addition to requiring a Class C Clean Room as explained above, this alternative technology was significantly more demanding in terms of manual handling, cleaning, space occupancy and would have still required a dosing system of some sort to feed the process. The result was that the glove box alone would have costed almost twice the price of: the SoliValve®, the big bag handling system and the inline disperser all together. So it was an easy decision to select the SoliValve® and peripherals for cost savings and soft benefits.
Implementation of the system:
After the order placement and construction of the various components of the system, one complete module was erected for a full wet FAT, including CIP. It was also used for software debugging : because of company standards, SoliValve® software had to be converted from Siemens to Rockwell/Allen Bradley.
Equipment was then dismounted and shipped to site for erection and hooking up to the process. SAT happened with team members being present but COVID-19 forced the company to organize modem, TeamViewer together with Videocall systems to continue the commissioning phases of the project, this remotely, until the first commercial production batches.
Conclusion:
This project has been realized on a very tight timeline and got perturbated by travel ban due to COVID-19. It forced the project team to be creative in order to commission the equipment in time for validation batches, pre-production and commercial batches. The system meets the targets that were set:
- Repeatable dosing accuracy and speed to ensure fast delivery of solids in the liquid stream
- Direct discharge & dosing out of the big bag
- Reclosure of the big bag once the required weight has been dosed out
- Contained dust to reduce microbial risk and ensure good housekeeping in the dispensing room
- Sanitation in place of the equipment with 80°C hotwater
As this company strives to share technological improvement across factories, SoliValve® was selected by a sister plant for a much larger scale project, still for IV solutions production. For that project, SoliValve® system competed with rigid IBCs.